ISW�Pʽ�x�ıù����M�Йz����Ҫ
�g�[�Δ�(sh��)��2753�l(f��)�����ڣ�2024-03-19
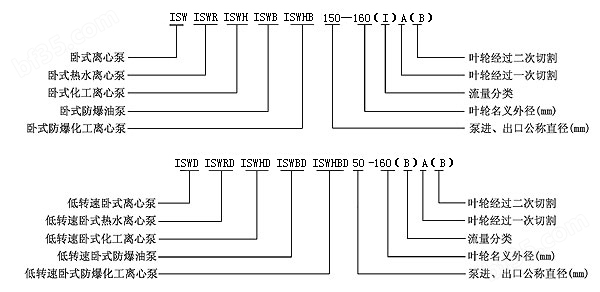
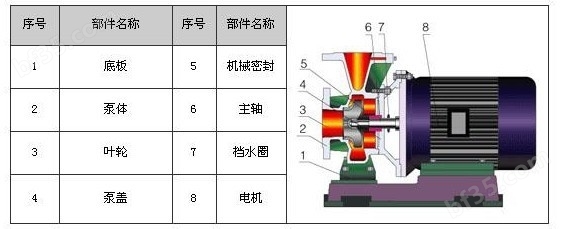
����ISW�Pʽ�x�ı���һ�N��Ч��(ji��)�ܵı�a(ch��n)Ʒ������������������c����;�� ����
����1����\��ƽ��(w��n)�����ڱ��S�Ľ^��ͬ�Ķ��Լ��~݆�ă�(y��u)�����oƽ�⣬ISW���Pʽ�ܵ��x�ı��܉��Cƽ��(w��n)�\��������]����ӡ�
����
����2����ܷ����ܺã����ò�ͬ���|��Ӳ�|�Ͻ��ܷ⣬�_���˱õ��ܷ������������������ˮ��©��
����
����3��������Y���OӋ��(y��u)�����x�ı��ǃ�(y��u)���˵�S���x�ı��c��ʽ�õĽY���M���OӋ��������Շ��H�˜�ISO2858�͇��ҹܵ��x�ıؘ�JB/T53058-93�M���OӋ����Įa(ch��n)Ʒ�������
����
����4����;�V�����m����ݔ����ˮ���������W���|�������ˮ������Һ�w���V�������ڹ��I(y��)�ͳ��нo��ˮ������ߌӽ���������ˮ��������@�ֹ����������������ȶ�N���ϡ�
����

�����Pʽ�x�ıÑ{���䷀(w��n)�����\������������õ��ܷ�Ч������(y��u)�����OӋ�Լ��V���đ��È�������ɞ����S��I(y��)�����������е��O�䡣���x����m�ı�a(ch��n)Ʒ�r������x�ı������Ч��(ji��)�ܵ����Զ��ɞ���һ��������x�����
����
����1.�z��ǰ�Ĝʂ�
����
����1.1�M���ʂ�
����
�����M���z��Ӌ��������z��Ӌ���������z���Ŀ������z���ˆT����䡢�z���~����z���M����������דp�������߲���Ӌ�������
����
����1.2���Y�ʂ�
����
����1.2.1������Ҫ���ʂ��ж���b���õ�һ�㹤�߲���������z�������ߺ������
����
����1.2.2��Ӌ���ʂ���דp�����������IJ������
����
�����ʂ�Ùz��ӛ䛿�����Ա����ü��g��(sh��)��(j��)������
����
����2.ˮ�ò�ж���b���е�ע�����
����
����2.1ˮ�õIJ�ж�c�b�䑪������M���������ж�r������������(n��i)��������b��r�c���෴���������ҪäĿ�U�ɣ�Ҫӛס��������g���b���Pϵ�Ͳ�ж�c�b�����������Ϲ������������ӛ䛣��Ա������´Ιz�ޅ������Д���������������������И�ӛ������������e�`�����
����
����2.2�����^��IJ����������_ʽ��ľ����������������^С���㲿����������������̖����Ͱ��(n��i)�������Gʧ���e�á�
����
����2.3�ڲ�ж������b���^���������������ʹ�ù��ߡ���ֹ�ô��N�ʹ������С���^�ô�ĵط������~����ľ�K�|������
����
����2.4��ж�ܺ���r�����ñ��P���ݽz�����д�����������ò������ܺ��������ĥ���桢���ӹ����혱��ֹ❍������������ô�ɰ����ĥ���������Ҫ���������
����3.�Pʽ�x�ıõęz��
����
����3.1���S���ޏ�
����
����3.1.1���S�ęz�鼰�����Ĝy�������șz���S�c�S����������~݆���S�����̎�Пo���ۡ��P�g���������K�ȬF(xi��n)�������������Ƥ�p��K�Ŀɲ�ȡС����a���������(j��ng)܇�����ĥ������������S�����y���r����Ɍ��S�A�ڙC�����M���������Ҫ���䏽������������g≤0.05mm����ɶ�≤0.02mm��
����
����3.1.2�S����У��������������ͱ��S��24Ӣ�����£������䉺�������ͱ��S��������Ȳ����У�������
����
����3.1.3��ĥ�p���ۇ��͵��S�i�ɲ���“�ᇊͿ�����������”���ˢ價�ˇ�M���ޏ������
����
����3.2�S���ҵ��ޏ�
����
����3.2.1�����S�е��ޏ�
����
����3.2.1.1�S�ߵęz��ٙz���S���Пo�ѿp��Ó֬�����м��ɸ��Q������ڙz���ͭh(hu��n)�D����r����������C�ͭh(hu��n)�����D�r�������D����������ۙz���S���c�S�i���|��r�������Ҫ�������c�S�i���|���2/3��65°±5��������|�c��1��3�c/cm3�������c�S�i���|���1/3��������߽��|���^����������mȻ���d��������������γ���Ĥ����������Ɖĝ���Ч����ʹ�߰l(f��)������������|�^С������ӄ��S�ߵ�ĥ�p���s��ʹ�É��������
����
����3.2.1.2�S�ߵĸ��Q������
����
�������ڟ������ص��S�߿��Ը��Q���ߣ������p�����ģ��ɲ��ù��е��k���M���ޏ��������������������Ĩ��һ�Ӻܱ��ļt�U���M��������������ߕr���ñP܇���ߣ������r�ɲ���45°���e�����M������S���|�c�����ӣ��ε�����ҪС�����(j��ng)�����м����_��Ҫ��
����
����3.2.1.3�S���g϶���{(di��o)��
����
��������g϶�Ĵ_�����S���g϶�^���S�i��������ˮ���\�Еr�����������g϶�^С�����γ���Ĥ���������S�c��ֱ�ӽ��|ĥ���������ʹ�߰l(f��)��������ؕr���ܟ���������S����g϶�Ĵ�Сȡ�Q���D������S����������������͵�ճ�����һ��ȡ�S����1/1000��2/1000�����g϶������g϶��һ���������
����
����������S���g϶�{(di��o)����������ֱ����1��1.5mm�ı��U�z������քe�����S�i픲��c�S�߃ɂ��ϡ��½Y������������w���S�Љ��w��������Q����Թ̉��w��˨��Ȼ�����_��˨���ȡ���������U�z�y���������U�z�ĺ�ȣ��S�߃ɂ����Ӊ|�ӵ�ƽ����ȵ��ڃɂ��������U�z��ƽ����Ȝpȥ�S�i픲��������U�z��ƽ������ټ�����Ҫ�����g϶ֵ����|Ƭ���ý��|�S�i�������
����
�������S�߂��g϶���{(di��o)�������g϶�{(di��o)���ɽY�Ϲ��ߕr�M������������M�Мy����������Ȟ��S����1/4�������
����
����3.2.1.4�S���S�Љ��w�o�����{(di��o)��
����
�������˷�ֹ�S�����\�Еr�������������Ҫ���S���c���w��һ���ľo�����һ��Ҫ��o����0.04��0.08mm������{(di��o)���ķ������c�{(di��o)���S����g϶��ͬ����������S�߱����Ϻ��S�Љ��w�ɂȷքe���뱣�U�z���������������o��̫С����������S�߱��ϼ��m����ȵĉ|Ƭ���
����
����3.2.2�L���S�еĸ��Q
����
����3.2.2.1��ϴ��z���S�Ѓ�(n��i)���������Ȧ����L���Пo�P�g���c���Пo���Ѻͮ�������������y������϶�Ƿ����Ҫ���������
����
�����L���S���g϶�˜ʣ�mm��
����
�����S�Ѓ�(n��i)����mm���L��ʽ�L��ʽ�O��ֵ
����
����55��800.01��0.020.06��0.080.2
����
����85��1200.02��0.030.08��0.10.2
����
����130��1500.03��0.040.1��0.120.3
����
����3.2.2.2���Q���S�Еr������șz���S�����Ƿ��������Пo���c������y������϶����_���c�S�i����ϳߴ磨���^ӯ��ϣ������
����
����3.2.2.3���Q���S��һ�����üӟᷨ��������S�з����Ͳۃ�(n��i)�M�мӟ����������90�桫100�漴���b�롣
����3.3�~݆���ޏͼ����Q
����
����3.3.1�~݆�����L�r�g��ʹ�������������~Ƭ���ڭh(hu��n)���̎�_ˢ���g�������������������~݆�ɲ���늺��a�������Ȼ���M��܇�����ĥ�����������ʹ�����
����
����3.3.2���ڳ�ˮ�~Ƭ���Mˮ�~Ƭ�_ˢ�����g���ص���������ɲ���䓰��a����
����
����3.3.3���Q�~݆�r���Ҫ���Ռ����м��y���~݆�����ߴ磬�b��rע�ⷽ�������
����
����3.3.4�Зl����һ���oƽ��ԇ��������
����
����3.4�ܷ�h(hu��n)�ĸ��Q
����
�������Q�ڭh(hu��n)�r���Ҫ�м��y�����(n��i)��ֱ�������A�I�cԭ���A�۵���ϳߴ磬�����ԭ������A���ϵ��P�g���۹�������y�����(n��i)���c�~݆����Ϗ����g϶�������һ�����(j��)ԇ�Ҫ���係�g϶��ڭh(hu��n)��(n��i)����0.002����������S���g϶һ���0.5��1mm��
����
����3.5���w���ޏͼ��b��
����
����3.5.1���ڱÚ������g����������ɲ��íh(hu��n)�����ɰ�M��Ϳ�o���������Ϳ��һ�ӏ��Բ��ϼ����������
����
����3.5.2�b����w�r���Ҫ�м�������w�c�ڭh(hu��n)���������������_���ϵ��P�g��������y�����w�c�ڭh(hu��n)�ľo����һ��Ҫ��o����0.03��0.05mm��������y�������Ƿքe�ڿڭh(hu��n)픲������_���Ϸ���1��1.5mm�ı��U�z�������Ȼ�����Q�o���w��˨����������_���������U�z��ƽ����Ȝpȥ�ڭh(hu��n)픲��������U�z��ƽ�������������_�����_�洲�|�ӵĺ��������Ӌ�㴲�|���F(xi��n)픲���ֲؓ�r��zui��ֵؓ���ó��^0.03mm�����
����

����3.6���Ϻ��ęz��
����
�����b���S�וr����������y���c�S�����̎�ijߴ��c��������ϳߴ�������������߅�g϶��0.3��0.5mm������ω��w��A���c��������(n��i)�A֮�g�ď����߅�g϶��0.1��0.2mm������ω��w��(n��i)�A�c�S�����߅�g϶��0.4��0.5mm�����Q�P���r�����ÿȦ�ӿڑ��e�_���������ע��ˮ��h(hu��n)�Mˮ�ב�������ˮ�ף���ֹ�M�⣩�����

 (li��n)ϵQQ��1597533116
(li��n)ϵQQ��1597533116 (li��n)ϵ�]�䣺equanby@163.com
(li��n)ϵ�]�䣺equanby@163.com ���棺86-21-59266228
���棺86-21-59266228 (li��n)ϵ��ַ���Ϻ������օ^(q��)��ɹ��I(y��)�@�^(q��)
(li��n)ϵ��ַ���Ϻ������օ^(q��)��ɹ��I(y��)�@�^(q��)

 �N�۲�
�N�۲� ��ԃ�Ԓ
��ԃ�Ԓ